| | �ͺ���E309-16 | | �ӹ��������� | | ����������� | |
| | ��оֱ����3.2 mm | | ����������ֺ��� | | ҩƤ���������Ժ��� | |
| | ֱ����2.5-5.0 mm | | ������350 mm | | ���ӵ�����180 - 250 A A | |
| | ����������250 A | | �����¶���200 �� | | ���÷�Χ������ֺ��� | |
| | Ӳ��HRC��100 | | | | | |
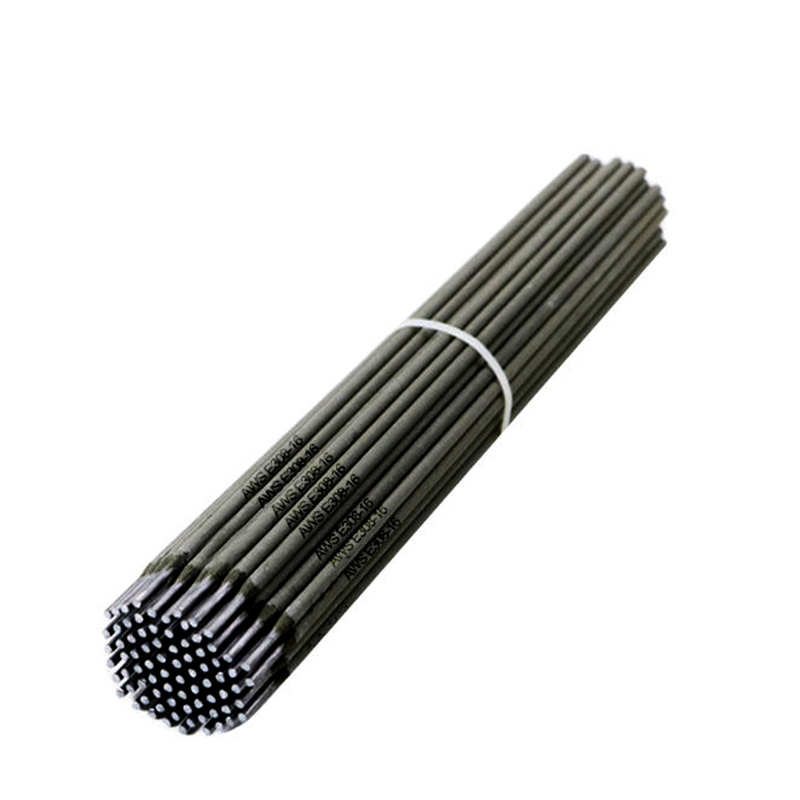
🛡️ A302SL�Ż��Ͳ���ֵ纸�� (E309-16)�����ָֺ��ӵĽ���֮ѡ
�ڹ�ҵ���ӵĸ��ӳ����У���Բ������̼�ֵ����ӣ����Ǹ�Ӧ�������µ�����ҵ����ͨ���������Ե��������ġ�
A302SL�Ż��Ͳ���ֵ纸������Ӧ������
E309-16������Ϊ�����Щʹ����������
E309-16�����ڴ�ͳA302�Ļ����Ͻ������䷽������ͨ������������Ȼ�������������ʵ���˸��͵ķɽ��ʺ��ߵĿ������ܣ��Ǻ��ӹ���ʦ���еĽ���������
🏷️ ��Ʒ��������
A302SL�Ż��Ͳ���ֵ纸�������Ѹ���ҩƤ��Cr23Ni13����ֺ��������ϸ����
GB/T 983 E309-16 ��
AWS A5.4 E309-16 ����������Ϊһ������ܵ�
E309-16�纸�������������“SL”��Super Low spatter/Slag removal���Ż����������ּ������������˸߸��������ĵĿ������ƣ�����������˺���ʱ�IJ����ָкͺ������������
🚀 ��������������
��
�Ż��͵ͷɽ����� ����
A302SL����*������㡣ͨ�������ҩƤ�䷽�Ż������
E309-16�����ں��ӹ����в����ķɽ����͡��ⲻ�������˺������������ʱ��ɱ�������������ɽ���ɵı���ȱ�ݣ��ر��ʺ϶�����Ҫ��ϸߵľ����豸���ӡ�
��
Խ�����ָֺ������� A302SL�Ż��Ͳ���ֵ纸�������Ӳ�ͬ������“����”��������Ч����̼���벻���֮����������ϵ����ͬ�������ľ�Ӧ����������
̼���벻���������
�ͺϽ���벻����ĺ��ӣ��������ṩ�����Ĺ��ɲ㣬��ֹ���Ʋ�����
��
���ѵ���������� ���
E309-16�纸������������ȫλ�ú������ܡ������������Ժã����Ǿ��ȣ������dz����ף���ʹ�Ǹ��ӵĽǺ���Ҳ���������䣩��������Ͳ���ϸ�塢ƽ��������Ƶ����ĥ����������ߺ����Ĺ���Ч�ʡ�
🏭 ��ҪӦ������
��
���ָ���������Ҫ���ں���̼���벻��֡��ͺϽ���벻��ֵĽ�ͷ��
��
���ϸְ庸���������ڲ���ֳ�����ϸְ�ĺ��Ӽ����ɲ�Ѻ���
��
�������豸ά�����㷺���ںϳ���ά�����ʡ�ʯ���豸��������ά�ޣ��Լ��˷�Ӧ��ѹ�������ڱڵĶѺ���
⚡ ���ӹ��ղ����ο�
Ϊ�˱�֤
A302SL�Ż��Ͳ���ֵ纸������*�����ܣ���ο����µ���������
| ����ֱ�� (mm) |
2.5 |
3.2 |
4.0 |
| �Ƽ����� (A) |
50~100 |
70~130 |
100~160 |
ע���������Ȳ���ֱ�����ӣ�DC+����Ҳ��ʹ�ý�����AC����
⚠️ �ؼ�ע������
1.
��ǰ�����ʹ��
E309-16����ǰ�����齫������
300��~350�� �º��
1Сʱ����ȥ��ҩƤ�е���ˮ�֣���ֹ���ײ�����
2.
�̻�����������ʱӦ���ö̻���������绡�������±���ʧЧ��
3.
��ദ������ǰ��س������������������ۡ������ˮ�֡�
�ܽ ���������Ѱ��һ����ܱ�֤������㣬����ʤ�����ָּ���Ӧ�����ӣ�ͬʱ����ͷɽ����ó��͵ĺ��ģ�
A302SL�Ż��Ͳ���ֵ纸�� (E309-16) ����������ѡ������“�Ż���”������Ϊ���ĺ�����ҵ������ȫ�µ����顣
 ɨһɨ���ֻ����
ɨһɨ���ֻ����