| | �ͺ���E309-15 | | �ӹ��������� | | ����������� | |
| | ��оֱ����3.2 mm | | ����������ֺ��� | | ҩƤ���������Ժ��� | |
| | ֱ����2.5-5.0 mm | | ������350 mm | | ���ӵ�����180 - 250 A A | |
| | ����������250 A | | �����¶���200 �� | | ���÷�Χ������ֺ��� | |
| | Ӳ��HRC��100 | | | | | |
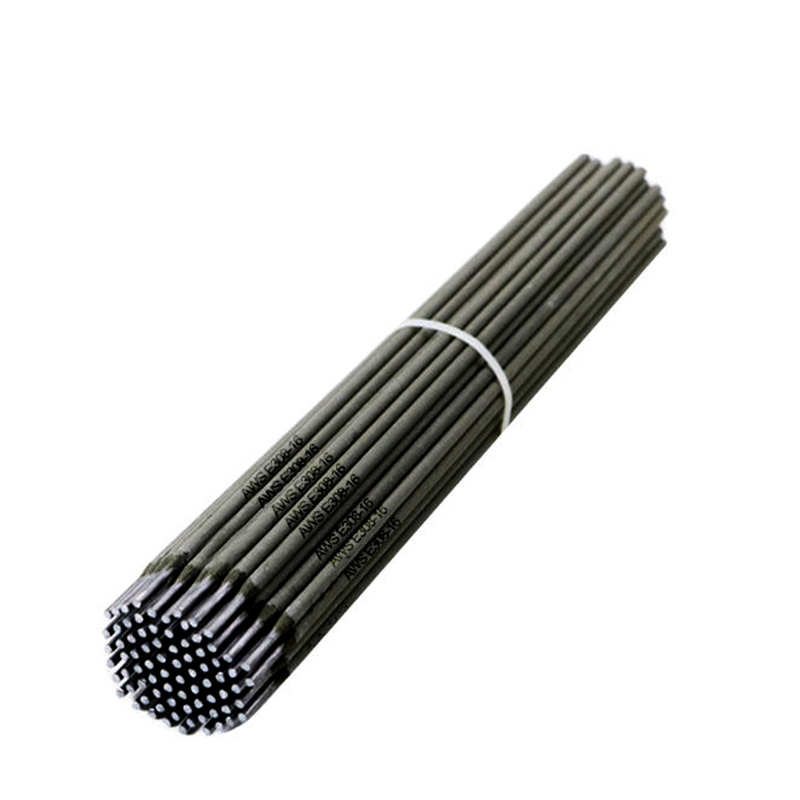
🛡️ A307����ֵ纸�� (E309-15)����ǿ���ѵ����ָֺ���ר��
�ں��Ӹ�Ӧ���ṹ�������ָ�ʱ����ͨ�����������Ե������ƵIJ�����
A307����ֵ纸������Ӧ������
E309-15��ƾ�����������ҩƤ�߸����ɷ֣���Ϊ���Ͽ������µ���ѡ������������
E309-15����רΪ��Ҫ�������ԺͿ������ܵ���ҵ����ƣ��Ǻ��ӹ���ʦӦ����ս�������ǿ����ܡ�
🏷️ ��Ʒ��������
A307����ֵ纸�����ڵ�������ҩƤ��Cr23Ni13����ֺ��������ϸ����
GB/T 983 E309-15 ��
AWS A5.4 E309-15 ����������Ϊһ������ܵ�
E309-15�纸����������������ں���������м��͵���ɢ�⺬������ʹ�����ر��ʺ�ֱ�����ӣ�DC+���µ�ȫλ�ú��ӣ�����Ч��ֹ�����ƺ������ƵIJ�����
🚀 ��������������
��
���ѵĿ������������ ����
A307����*��ļ������㡣���õ�������ҩƤ�����
E309-15��������Ч���ƺ����е��⺬���������������ƵIJ������ա����۷�����������������Ժ����ԣ��ܹ���Ӧ�߾����ȵĺ����������ر��ʺϺ��Ӹ��Դ�ȴ����Ҫ�ṹ����
��
��������ָֺ������� A307����ֵ纸��������̼���벻��ֵ�“ǿ����”��������Ч��������ĸ��֮����������ϵ���͵����ʲ�ͬ�������ľ�Ӧ����������
̼���벻���������
�ͺϽ����߸����ĺ��ӣ��������ṩ�ɿ��Ľ�ͷǿ�ȡ�
��
ȫλ�ú����뿹���� ���
E309-15�纸������������ȫλ�ú������ܡ���绡����ǿ���������У��������ۡ�ͬʱ���߸����ɷָ����˺���������õĿ��������ܣ�ʹ���ڸ��»�������Ȼ�ܱ����ȶ������������ȸֵĺ��ӡ�
🏭 ��ҪӦ������
��
���ָ���������Ҫ���ں���̼�֡��ͺϽ���벻���֮��Ľ�ͷ��
��
�߸����̸ֺ����������ڸ߸��֡����̸֣���ZGMn13���Լ���ͬ���͵IJ���ֺ��ӡ�
��
�����붯�غ��豸���㷺���ڹ�¯��ѹ��������ʯ�ͻ����豸����Ҫ���ܶ��غɻ���������������豸������ά�ޡ�
⚡ ���ӹ��ղ����ο�
Ϊ�˱�֤
A307����ֵ纸������*�����ܣ���ο����µ���������
| ����ֱ�� (mm) |
2.5 |
3.2 |
4.0 |
| �Ƽ����� (A) |
50~100 |
70~120 |
90~160 |
ע������ʹ��ֱ�����ӣ�DC+����
⚠️ �ؼ�ע������
1.
�ϸ�ĺ���ƶ���
A307������ˮ�ַdz����С�ʹ��ǰ���뾭
350�� �決
1Сʱ�����ڱ���Ͳ��������ȡ��
2.
�̻�����������ʱӦ���ö̻���������绡������������ʧЧ��
3.
��ദ������ǰ��س������������������ۡ������ˮ�֡�
�ܽ ���������Ѱ��һ����ʤ�θ�Ӧ�������ָֺ����Ҷ�����Ҫ�ߵĺ��ģ�
A307����ֵ纸�� (E309-15) ����������ѡ�����Ե��⡢��ǿ�����ѵ����ԣ�Ϊ���Ĺؼ��豸�ṩ�˼�ɴݵı��ϡ�
 ɨһɨ���ֻ����
ɨһɨ���ֻ����